| 超硬ドリルの接合 |
|


 |
1.超硬ドリルと六角軸を(写真は丸軸)接合できます。
軸にめっきを施し、超硬ドリルを接合して炉に入れると、下の写真のように完全に結合することができます。超硬と鉄など異種金属の結合が可能です。もちろん溶接で接合するよりコストは大幅に削減できます。
※ハイス(ハイスピードスティール)は570℃でなまってしまいますので、この方法は使えません。
●詳細はこちらからお気軽にお問い合わせ下さい。 |
異種金属の接合 |
|

 |
2.鉄板にステンレスのこまを接合する
(例:ステンレスと鉄)
鉄板に「こま」の直径の大きさの穴を抜いて「こま」に無電解ニッケルめっきを施して穴に差し込む。その後、炉に入れ無電解ニッケルを溶かし接合させた場合。
●詳細はこちらからお気軽にお問い合わせ下さい。 |
板物同士の接合 |
|


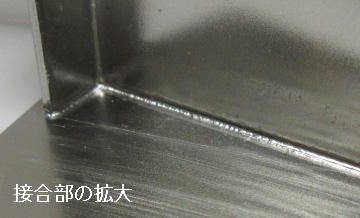 |
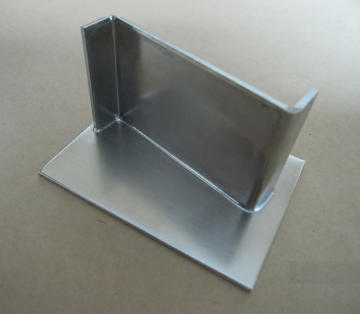
3.板物の接合(溶接と違って歪みがでない!)
写真は鉄同士の接合。鉄同士でも、ステンレス同士でも、異種金属でも接合が可能です。溶接と違って接合によって歪みが起きないのが大きな特徴です。
接合する材料の片方に無電解ニッケルめっき、もう一方には電気めっきを施し、炉に入れれば溶接と同じように接合できます。大きな特長は溶接と違って歪みが出ないことと、量産する場合は大幅にコストが削減できることです。
●詳細はこちらからお気軽にお問い合わせ下さい。 |
応用例 |
|


 |
4.スプリングをめっきでパイプに
スプリング状の物にめっきを施して炉に入れると、スプリングが一体化してらせん状の溝を持つパイプを作ることができます。これを写真のように回転させることで物体を矢印方向へ送ることができます。
このように溶接の代わりにめっきを使うと様々なアイデアが生れてきます。今まで溶接では不可能と思われていた部品がめっきの技術で可能になります。
●詳細はこちらからお気軽にお問い合わせ下さい。
※回転しているスプリングの色は撮影条件の違いによるものです。実際は上の写真と同じ色です。 |